


COPYRIGHT © 2022 COFF International Co., ltd. ALL RIGHTS RESERVED

Starting a distillery means you need the right tools. Important distillery equipment includes:
Stills (pot, column, hybrid)
Fermenters
Mash tuns
Boilers
Pumps and chillers
Storage tanks
Filtration systems
Equipment Type | Market Adoption Rate | Notes |
|---|---|---|
Pot Stills | N/A | Used a lot in small distilleries |
Column Stills | N/A | Best for big commercial distilleries |
Hybrid Stills | 45% | Good for making different kinds of spirits |
The equipment you pick affects spirit quality and amount. Stainless steel keeps things clean. Controlling temperature changes the taste. NingBo COFF sells trusted micro distillery equipment. They help new and growing distilleries that is your reliable distillery equipment manufacturer partner.
Pick the best still type for your distillery. Pot stills make strong flavors. Column stills work fast and save time. Hybrid stills can do many jobs.
Buy stainless steel fermenters because they last long. They are easy to clean and keep your product good. They can hold big batches.
Get equipment that can grow with your business. Modular systems let you change and add parts as you need. You can make more without big changes.
Make a budget for all your equipment costs. Remember to add installation and training fees. This helps you avoid problems and finish on time.
Choose trusted suppliers like NingBo COFF. Good support and warranties help your equipment work well. Your distillery will run smoothly and safely.

Stills are the main part of a distillery. They pull alcohol out of the fermented mash. This changes how strong and tasty the spirit is. Distillers pick pot stills, column stills, or hybrid stills. Each type has its own good points.
Characteristic | Pot Stilled | Column Stilled |
|---|---|---|
Flavor | Rich, complex, and distinctive | Clean, pure, and consistent |
Efficiency | Lower, batch process | Higher, continuous process |
Production Cost | Higher, labor-intensive | Lower, more automated |
Heritage | Traditional, artisanal | Modern, industrial |
Typical Products | Single malt whisky, craft spirits | Vodka, large-scale commercial spirits |
NingBo COFF sells many kinds of stills. Their pot stills use old designs to make spirits with strong flavors. Column stills are good for making lots of spirits. They give a clean taste. Hybrid stills mix both styles. This lets distillers make different spirits.
The material of the still is important. Copper stills move heat well and take away sulfur. This makes the spirit taste better. Stainless steel stills last longer and cost less. They are easy to clean but do not remove sulfur. Many distilleries use stainless steel with copper parts. This helps the still last and keeps the flavor good. COFF has both copper and stainless steel stills. Distillers can choose what works best for them.
Tip: COFF’s modular stills let distilleries grow or change their setup. Customizing the equipment helps match the spirit style and batch size.
Fermenters hold the mash while yeast makes alcohol from sugar. The shape and material of fermenters change how well they work and how the spirit tastes.
Type | Description | Best For |
|---|---|---|
Plastic Fermenters | Lightweight and affordable | Home brewers |
Glass Fermenters | Non-reactive, easy to clean | Small batch brewers |
Stainless Steel Fermenters | Durable, easy to sanitize | Craft and commercial distilleries |
Conical Fermenters | Easy yeast removal | All levels |
Unitanks | Fermentation and conditioning | Commercial brewers |
Most professional distilleries use stainless steel fermenters. They do not rust and are easy to clean. They can hold big batches. COFF’s fermenters come in sizes from 100 to 10,000 liters. Some have temperature control and mixing. These features help yeast work better and keep flavors the same.
Fermenters can be small or very big.
Temperature control and mixing help yeast and improve spirit quality.
Modular fermenters make it easy to add more as you grow.
Good fermenter design keeps yeast active and spreads nutrients. Automation and real-time checks help distillers keep fermentation working right.
Mash tuns start by turning grain starch into sugar. This step is important. It sets up fermentation and changes the final taste.
Type of Mash Tun | Description | Advantages | Disadvantages |
|---|---|---|---|
Traditional Copper Tun | Made of copper, often used in smaller breweries | Good heat conductivity, classic look | Expensive, more maintenance |
Stainless Steel Tun | Common in modern distilleries | Durable, easy to clean, cost-effective | Less traditional appearance |
Continuous Flow Tun | For large, ongoing operations | High efficiency, less downtime | Complex, needs skilled operators |
Stainless steel mash tuns last a long time and are easy to clean. Copper mash tuns control heat well but need more care. COFF sells both types. They have sizes for different needs. Bigger mash tuns can handle more mash. This helps distilleries make more spirits.
Note: Cleaning mash tuns often stops residue from building up. COFF’s mash tuns are made to be easy to clean and take care of.
Boilers give heat for mashing and distilling. The right boiler saves energy and keeps things running smoothly.
Type | Description | Energy Efficiency |
|---|---|---|
Watertube | Efficient for large operations, handles high pressure, higher cost | High |
Firetube | Lower cost, less efficient, best for small distilleries | Lower |
Modular | Flexible, adapts to demand, saves space | Variable |
COFF’s modular boilers change steam output to fit what is needed. This saves energy and money. Modular boilers also use less space and can be added to as you grow. Distilleries can get more boilers when they need them.
Modular boilers heat up fast and use less fuel.
They help distilleries meet new production needs.
COFF’s boilers use strong materials for safety and long life.
Stills, fermenters, mash tuns, and boilers are key for making spirits. COFF’s modular and custom options help new and growing distilleries find the best equipment for their goals.
Pumps and chillers help distilleries work well. Pumps move liquids in mashing, fermentation, and distillation. They must handle thick mash and sour liquids. Picking a pump means checking pressure, thickness, and sourness. Chillers keep water cold during distillation. They use buffer tanks and cold-water skids to control heat. This stops water from getting too hot. It helps the process stay efficient. Good pumps and chillers lower waste and keep spirit quality high. New pumps and chillers also stop bad stuff from getting in the alcohol.
Tip: COFF makes pumps and chillers easy to fix. Their systems have CIP hookups for fast cleaning.
Storage tanks keep spirits before and after distilling. They come in sizes from 1,000 to over 10,000 liters. Tanks need to be safe and simple to clean. Most tanks use stainless steel to stop rust and keep spirits pure. Some use copper for old-style spirits. Food-grade gaskets and seals follow safety rules. Insulation helps keep the temperature steady.
Feature | Description |
|---|---|
Capacity Indicators and Scales | Shows alcohol amount right away |
Sampling Port | Lets you take samples for testing |
Vent Pipes and Pressure Relief | Keeps tank pressure safe |
CIP System | Keeps inside clean and germ-free |
Shadow-Free Access Ports | Makes cleaning easier by stopping dead spots |
Sizes | 1,000 to 10,000+ liters, can be changed |
COFF’s storage tanks use strong materials and smart designs. Their tanks are easy to clean and keep spirits safe while aging.
Filtration systems take out bad stuff from spirits. Carbon filtration is common because it makes spirits smoother. Distillers need to change used carbon often and check how filtering changes taste. Changing flow speed helps remove more bad stuff. Filtering changes how spirits feel and look. Some ways add flavors, like sweet smoke from charcoal. Too much filtering can remove good things, so distillers must be careful.
Carbon filtration makes spirits smoother and cleaner.
Cleaning filters often keeps them working well.
Different filter types can change taste and feel.
COFF has filtration systems that are simple to clean and care for. Their designs help distillers keep spirits clear and tasty.
Distillery equipment works best when support gear is easy to use and fix. Pumps, chillers, tanks, and filters all help make great spirits.
Distilleries use special tools to keep spirits safe. These tools help make sure the spirits are good quality. Distilleries need lab equipment, safety gear, and tools for following rules. These items help distillers do things the right way. They make sure every batch is made well.
Lab equipment checks if spirits are made right. Distillers use hydrometers to see how much alcohol is in the spirit. Thermometers help control the temperature when making spirits. Density meters show how much alcohol is in each batch. pH meters test how sour or acidic the spirit is. Some distilleries use gas chromatographs to look at spirits more closely.
Equipment Type | Function | Accuracy Standard |
|---|---|---|
Hydrometer | Measures alcohol concentration | High accuracy recommended for spirits |
Thermometers | Ensures precise temperature control during distillation | High precision required for distillation |
Distillers also use steam flow-meters, pressure gauges, and vacuum gauges. These tools help watch the process and find problems early.
Tip: COFF sells lab equipment that is very accurate. Their products help distillers make spirits that are safe and always the same.
Safety gear keeps workers safe in the distillery. Flame-resistant clothes protect people from fire. Gloves and goggles keep hands and eyes safe from chemicals. Ear protection helps workers with loud sounds.
Safety Gear | Purpose |
|---|---|
Flame-resistant clothing (FRC) | Protects against flash fires. |
Gloves and safety goggles | For handling chemicals safely. |
Ear protection | Guards against high noise levels in operations. |
Workers must learn how to use safety gear. Checking and fixing safety gear often keeps it working well. COFF makes equipment that is safe and helps distilleries work safely.
Compliance tools help distilleries follow the law. These tools track rules from the government. TTB reporting software helps with monthly reports. Excise tax tools help figure out and report taxes. Record-keeping systems save data for audits. State compliance tools help with local rules.
Compliance Tool | Function |
|---|---|
Regulatory Compliance | Ensures adherence to federal and state regulations. |
TTB Reporting | Automates monthly reporting requirements. |
Excise Tax Management | Helps in accurate calculation and reporting of excise taxes. |
Record Keeping | Maintains required records for three years. |
State Compliance | Addresses state and local regulations. |
Audits & Inspections | Conducts thorough audits to ensure compliance. |
COFF helps distilleries with tools and advice for following rules. Their support helps distillers keep up with new laws.

Distilleries use bottling lines to fill bottles. These lines also cap and seal bottles. Many bottling lines use machines to do the work. Modern lines can fill, cap, and label bottles all together. Some lines fill hundreds of bottles every hour. Most distilleries want to fill bottles very accurately. They try to keep each bottle close to the same amount. Fast equipment helps distilleries make more bottles quickly. Automated lines work faster and make fewer mistakes. Distilleries pick bottling lines based on how many bottles they need.
Bottling lines with built-in systems help distilleries save time. They also keep spirits safe.
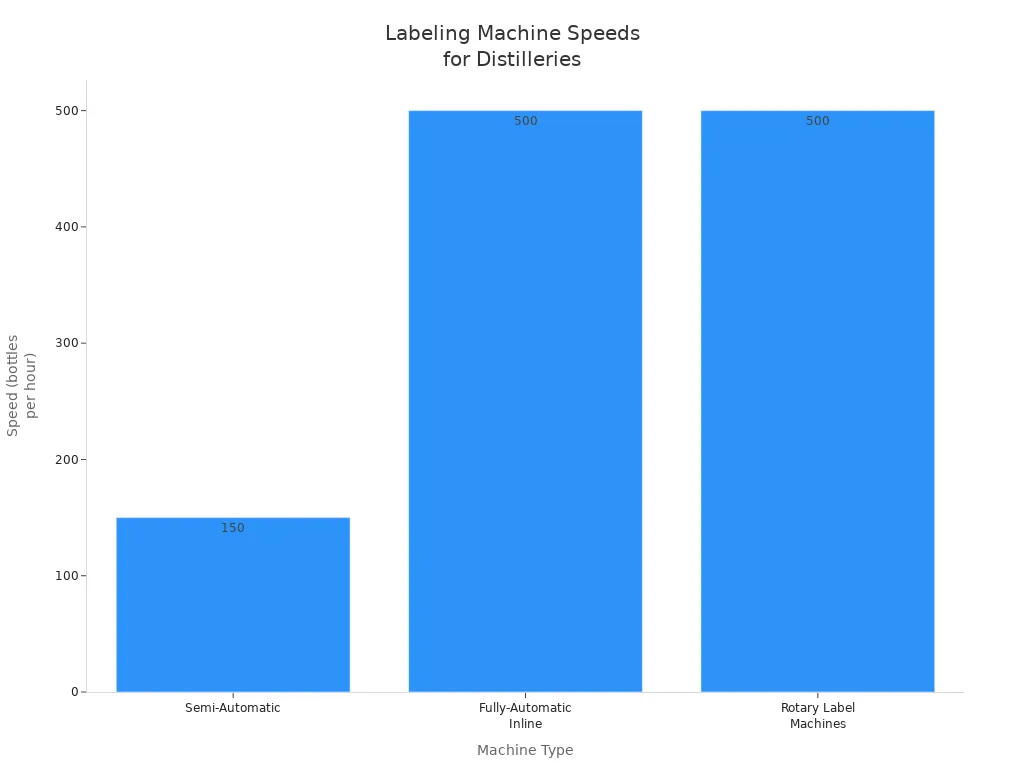
Labeling machines put labels on bottles. Distilleries pick machines based on their size and needs. Small distilleries use semi-automatic machines. Big distilleries use fully-automatic or rotary machines. These machines can label up to 500 bottles every hour. Stabilizers help keep labels straight and neat. Good label placement helps brands look better.
Type of Machine | Speed (bottles/hr) | Key Features |
|---|---|---|
Semi-Automatic | Up to 150 | Affordable, helps small distilleries work faster |
Fully-Automatic Inline | Up to 500 | Very fast, puts labels on bottles exactly |
Rotary Label Machines | Up to 500 | Best control, good for fancy spirits |
Stabilizers | N/A | Keeps labels straight, helps with accuracy |
Automatic machines work faster than manual ones.
Stabilizers help labels look neat and help with marketing.
Packaging materials keep spirits safe and help customers like the product. Glass bottles look fancy but can break. Bag-in-box and pouches are easy to use and better for the planet. Eco-friendly packaging and cool designs help sell more spirits. Oxygen barriers in packaging keep spirits fresh and tasting good. Packaging should match what customers want and keep spirits safe.
Glass bottles show quality and tradition.
Other packaging helps the environment and makes shipping easier.
Oxygen barriers keep air out and protect taste and shelf life.
Distilleries use packaging to build their brand and meet market needs.
Picking the right bottling, labeling, and packaging equipment helps distilleries make spirits that are safe, look good, and taste great.
Distillery owners need equipment that can grow with them. Scalable systems let them make more spirits as their business gets bigger. Modular and hybrid setups help distilleries change things when the market changes. This helps both small and big distilleries keep making good spirits. Owners can add tanks or get new stills when they need to. Scalable equipment also saves space and uses fewer resources.
Scalable equipment makes it easy to grow.
Modular systems change with production needs.
Hybrid designs help distilleries meet what the market wants.
Making a budget helps owners avoid surprise costs. They should write down all equipment prices before they start. Each type of equipment costs a different amount. Owners need to think about water systems, boilers, tanks, and bottling lines. The table below shows what some equipment might cost:
Equipment Category | Average Cost Range |
|---|---|
Water Systems | $10K-$40K |
Steam Boiler | $15K-$75K |
Compressed Air | $5K-$25K |
Drainage | $5K-$25K |
Cooling Water | $10K-$50K |
Control System | $15K-$100K |
Instrumentation | $10K-$50K |
Fermentation Tanks | $8K-$40K each |
Pot Stills | $50K-$300K each |
Bottling Line | $25K-$200K |
Total Investment Overview | $500K to $15M Range |
Owners should also plan for extra costs like setting up and training. Good budgeting helps distilleries stay on schedule and not fall behind.
Picking the right supplier is very important. Owners should choose equipment that is safe and meets high standards. Machines that use less energy help save money and work better. Good suppliers give clear warranties and help after you buy. NingBo COFF gives strong warranty coverage and expert help. Their team helps fix problems fast and keeps things working.
Good equipment makes better spirits.
Following rules keeps distilleries out of trouble.
Energy-saving machines lower bills.
Suppliers like NingBo COFF give good support and warranties.
On-site help and expert advice stop long delays.
Distillery owners should look at different suppliers and read reviews. Brands like Vendome Copper & Brass Works, Kothe Distilling Technologies, and Hoga Stills are well known. Working with trusted suppliers helps distilleries do well.
Distillery Equipment has main systems, extra gear, and safety tools. The table below lists key things for new owners:
Factor | Description |
|---|---|
Size and Production Capacity | How big you go changes cost, space, and workers. |
Equipment Types | Different sizes and kinds change how well things work. |
Licensing and Permits | You need legal papers to run your distillery. |
Staffing | Skilled workers help make spirits and keep people safe. |
Marketing | Good branding helps you get more customers. |
Quality checks, safety rules, and growing plans help distilleries do well. Owners should think about what they need, plan their money, and look at suppliers like NingBo COFF. New ideas like modular systems and machines are changing how spirits are made.
A pot still makes spirits with bold flavors. A column still makes spirits that are more pure. Pot stills work one batch at a time. Column stills keep running without stopping.
Distillers clean their equipment after every batch. Cleaning often keeps spirits safe and tasting good. COFF’s CIP hookups help make cleaning quick and simple.
Yes. COFF has modular systems for distilleries. Distillers pick features for whiskey, vodka, gin, or other spirits. Customizing helps match what each distillery needs.
Workers wear flame-resistant clothes, gloves, goggles, and ear protection. Safety gear keeps people safe from fire, chemicals, and loud noises.
COFF gives expert advice, warranty help, and support after you buy. Their team helps with setup, training, and fixing equipment.