



COPYRIGHT © 2022 NingBo COFF Machinery Co., ltd. ALL RIGHTS RESERVED

Selecting the right ethanol distillation equipment shapes both product quality and operational success. Many industries now rely on ethanol, with the transportation sector leading global consumption due to clean fuel policies. Different distillation equipment types, such as pot stills and column stills, offer unique benefits for various production goals. Matching distillation equipment features to these goals improves efficiency and consistency. COFF stands out for its high-quality stainless steel ethanol distillation equipment, trusted by customers worldwide.

Pot stills use batch heating and condensing. Operators fill the vessel with a mixture containing ethanol. Heat causes the ethanol to vaporize, then the vapor condenses into liquid. Pot stills preserve more flavor and work best for small batches. Many traditional spirits, such as whisky and Chinese liquor, use pot stills. This distillation equipment suits craft producers who value flavor over efficiency. COFF manufactures stainless steel pot stills for consistent results.
Column stills use continuous multi-stage distillation. The equipment separates ethanol from other components by vaporizing and condensing at several stages. Trays or packing inside the column help with separation. Column stills offer high efficiency and constant output. They suit large-scale production of vodka, rum, and industrial alcohol. Continuous column stills automate much of the process, reducing labor needs.
Hybrid distillation systems combine features of pot stills and column stills. Operators can switch between batch and continuous modes. This flexibility allows production of different spirits and control over flavor. Hybrid distillation system equipment fits craft and mid-size producers who want both efficiency and flavor control.
Wiped film distillation uses a thin film of liquid spread over a heated surface. Rotating blades create the thin film, increasing surface area and speeding up evaporation. Wiped film distillation works well for heat-sensitive materials. This distillation equipment produces high-purity ethanol and specialized extracts. Thin film distillation and wiped film distillation are common in medicine and fine chemicals.
Short path distillation uses a short distance between the evaporator and condenser. This design reduces loss and improves purity. Short path distillation suits laboratory and small-scale production. Operators use short path distillation for high-purity ethanol and molecular distillation. Thin film distillation and short path distillation often work together for best results.
Vacuum distillation lowers the pressure inside the equipment. Lower pressure reduces boiling points, protecting delicate flavors and aromas. Vacuum distillation equipment suits fruit wines, medicinal liquors, and molecular distillation. Operators use vacuum distillation for heat-sensitive ethanol products.
Steam distillation uses steam to carry ethanol vapor from the mixture. The process works well for extracting ethanol from plant materials. Steam distillation equipment suits essential oils and herbal extracts. COFF designs stainless steel steam distillation equipment for reliable operation.
Tip: COFF’s stainless steel ethanol distillation equipment covers all major types, ensuring durability and easy cleaning for every application.
| Type of Equipment | Operational Principle | Key Characteristics | Typical Applications |
|---|---|---|---|
| Pot Still | Batch heating and condensing | Preserves more flavor, lower efficiency, long cycles | Traditional spirits like whisky, Chinese liquor |
| Column Still | Continuous multi-stage distillation columns | High efficiency, continuous operation, less flavor | Vodka, rum, industrial alcohol |
| Hybrid System | Batch or continuous, flexible | Multi-spirit capable, moderate throughput | Craft and mid-size spirits |
| Wiped Film | Thin film evaporation | High purity, fast, heat-sensitive materials | Medicine, fine chemicals |
| Short Path | Short distance evaporation-condensation | High purity, lab-scale, molecular distillation | Scientific research, health wines |
| Vacuum | Reduced pressure distillation | Protects aroma, suits heat-sensitive products | Fruit wines, medicinal liquors |
| Steam | Steam carries vapor | Good for plant materials, essential oils | Herbal extracts, essential oils |
Small-scale ethanol distillation equipment serves craft distilleries, laboratories, and boutique producers. These setups allow for flexibility and hands-on control. Operators often use pot stills, rotary evaporators, or manual soak tanks. Common use cases include:
These features support experimentation and product development in bioethanol production.
Industrial-scale operations require robust, high-capacity equipment. Column stills and continuous distillation systems dominate this space. Operators focus on efficiency, safety, and process stability. Key requirements include:
Industrial bioethanol production faces challenges such as feed variability and the need for reliable, scalable solutions.
High-purity ethanol is essential for pharmaceuticals, laboratory use, and premium spirits. Reflux stills and advanced distillation columns achieve up to 95% purity. For absolute ethanol, producers use molecular sieves to reach over 99%. Stainless steel and copper materials ensure durability and non-reactivity. Condenser design and precise temperature control further enhance purity.
Flavor control matters most in beverage and specialty applications. Pot stills preserve aromatic compounds through gentle, intermittent heating. Hybrid stills offer flexibility, letting producers balance flavor and purity. Copper equipment enhances aroma and taste by removing sulfur compounds. Vacuum and steam distillation protect delicate flavors by operating at lower temperatures. Modular designs and intelligent control systems allow for easy adjustments, supporting consistent and innovative flavor profiles.
Note: Equipment choice directly shapes the final product’s flavor, purity, and production efficiency.
Different types of distillation equipment offer unique features that suit various production needs. Pot stills use a simple batch process and manual operation. Column stills provide continuous operation and automated control. Hybrid systems combine batch and continuous modes, allowing producers to switch between flavor retention and purity. Wiped film distillation uses a thin film of liquid spread over a heated surface inside a vacuum chamber. This process protects heat-sensitive materials and enables rapid evaporation. Short path distillation uses a short distance between the evaporator and condenser, which improves purity and reduces loss. Vacuum distillation operates at lower pressures, lowering boiling points and preserving delicate aromas. Steam distillation uses steam to extract ethanol and aromatic compounds from plant materials.
Material construction affects performance and product quality. Copper offers high thermal conductivity and removes sulfur compounds, improving flavor. Stainless steel provides durability, sanitation, and corrosion resistance. Many modern systems combine stainless steel tanks with copper coils or vapor paths to optimize both efficiency and taste.
Tip: Advanced wiped film distillation equipment uses slotted wiper systems to control film thickness and residence time, optimizing efficiency and product purity.
| Equipment Type | Advantages | Disadvantages |
|---|---|---|
| Pot Still | Retains flavor compounds, easy to use | Lower purity, low efficiency |
| Column Still | High purity, efficient, scalable | Higher cost, complex operation |
| Hybrid System | Flexible, precise control, multi-style production | Moderate throughput, higher investment |
| Wiped Film Distillation | Gentle on heat-sensitive materials, high purity | Specialized, higher initial cost |
| Short Path Distillation | High purity, minimal loss | Small scale, slower process |
| Vacuum Distillation | Protects aroma, distills at low temperatures | Requires extra apparatus, more maintenance |
| Steam Distillation | Ideal for plant materials, preserves aroma | Energy-intensive, not for all feedstocks |
Packed columns work well for low-pressure and heat-sensitive liquids. Plate columns handle high liquid flow rates and provide effective liquid-vapor contact. Copper components enhance flavor, while stainless steel ensures easy cleaning and long-term use.
| Equipment Type | Typical Applications in Industries | Key Features and Use Cases | Target Users and Products |
|---|---|---|---|
| Pot Still | Craft distillation, flavor-focused small batch production | Manual operation, excellent flavor retention, suitable for whisky, brandy, fruit spirits | Craft distilleries, boutique liquor brands |
| Column Still | Industrial-scale production lines | Automated operation, high purity (>95%), fast output, suitable for vodka, neutral spirits | Large-scale distilleries, ethanol factories |
| Hybrid Distillation System | Multi-style trials, small-batch product development | Flexible switching between flavor and purity, high control precision, suitable for innovative spirits, gin | Creative distilleries, small-scale producers |
| Wiped Film Distillation | Heat-sensitive ingredient processing, pharmaceutical extracts | Gentle vacuum distillation, rapid evaporation, suitable for fine chemicals, medicine, botanical extracts | Pharmaceutical labs, specialty chemical producers |
| Short Path Distillation | Laboratory-scale, high-purity ethanol, molecular distillation | Short distance evaporation-condensation, high purity, minimal loss | Scientific research, health wine producers |
| Vacuum Distillation | Aromatic preservation, fruit wine, floral liqueurs | Low-temperature distillation (40-60°C), preserves aroma | Premium fruit wine brands, flavor labs |
| Steam Distillation | Essential oil extraction, herbal extracts, aroma blending | Uses steam for extraction, ideal for non-alcoholic volatile oils | Essential oil producers, herbal extractors, distillery R&D labs |
Producers select different types of distillation equipment based on their goals. Pot stills suit craft distilleries that value flavor. Column stills fit large factories needing high purity and volume. Hybrid systems help creative distilleries develop new products. Wiped film distillation and short path distillation excel in pharmaceutical and scientific settings, where purity and gentle processing matter most. Vacuum and steam distillation support industries that require aroma preservation and extraction from delicate materials.
Note: Choosing the right distillation equipment depends on production scale, desired purity, flavor profile, and the nature of raw materials.
Selecting ethanol distillation equipment starts with a clear understanding of production goals. Each operation has unique needs, whether producing craft spirits, industrial ethanol, or specialty extracts. The following factors help align equipment choices with these goals:
Distilleries producing whiskey, brandy, or gin often select pot stills for flavor complexity. Large-scale bioethanol production facilities prefer column stills for efficiency and continuous output. Automation features, such as temperature and pressure controls, improve consistency and reduce labor.
Tip: Customizing equipment size, heating systems, and automation features ensures the setup matches specific production targets.
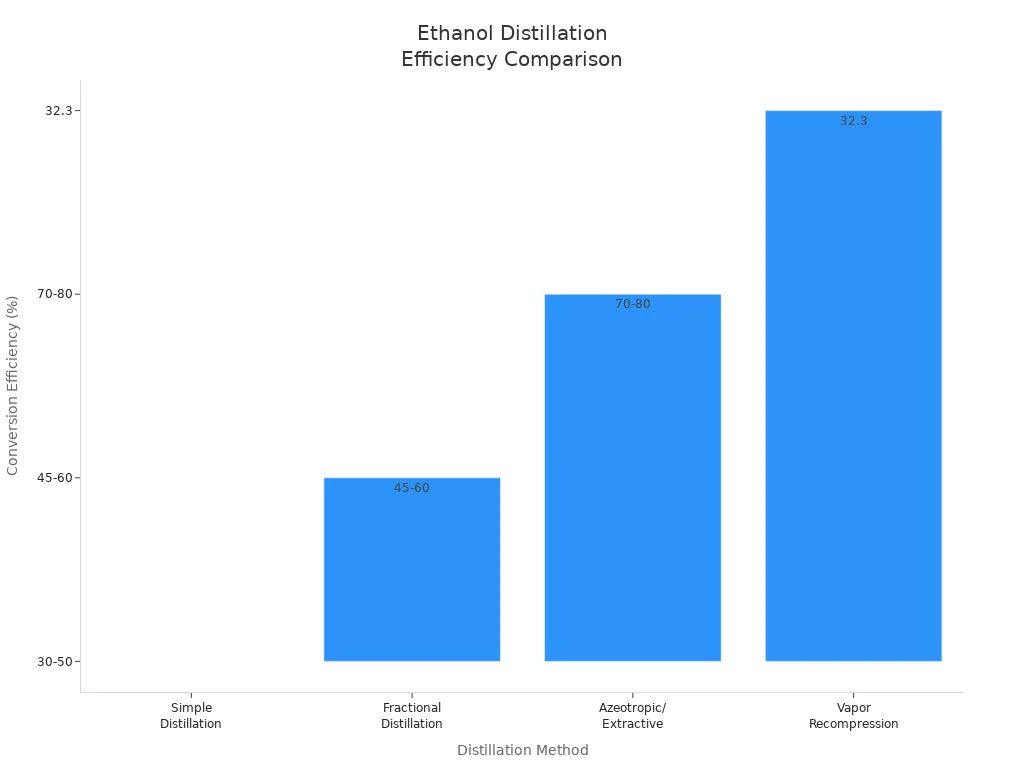
The type and configuration of distillation equipment directly influence the final product quality. Conventional distillation columns separate ethanol based on boiling points but cannot break the ethanol-water azeotrope, which limits achievable purity. Modern systems use multiple columns—such as distillation, rectifier, and stripper columns—to improve separation efficiency and reduce energy use.
Energy consumption varies by equipment. Conventional distillation uses about 8.0 MJ-fuel per kilogram of ethanol, while advanced systems reduce this to 3.4-4.5 MJ-fuel per kilogram. Equipment choice impacts not only purity but also operational costs and energy efficiency. In bioethanol production, selecting the right system ensures both high purity and cost-effectiveness.
Raw materials influence both the compatibility and efficiency of distillation equipment. Different feedstocks, such as white sugar, ice cream bean, or jackfruit, have unique properties that affect yield and processing.
| Distillation Method | Conversion Efficiency (%) | Energy Demand | Cost-Effectiveness | Environmental Impact |
|---|---|---|---|---|
| Simple Distillation | 30-50 | High | Moderate | High energy and water usage |
| Fractional Distillation | 45-60 | High | Moderate | High due to water vapor |
| Azeotropic/Extractive | 70-80 | Very High | Costly | High due to chemical agents |
| Vapor Recompression (Novel) | 32.3 (max first pass) | Low to Moderate | Cost-effective long-term | Low (reduced environmental impact) |
Equipment materials must match the acidity, alkalinity, or corrosiveness of the feedstock. Stainless steel (304/316L), copper, and titanium alloy are common choices. Copper towers enhance aroma and flavor in spirit production, while stainless steel ensures durability and hygiene. In bioethanol production, white sugar provides the highest ethanol yield and conversion efficiency, making it ideal for vapor recompression systems.
Budget planning involves more than just the purchase price of distillation equipment. New equipment costs more upfront but offers longer life and reliability. Used equipment can save money initially but may require higher maintenance. Leasing reduces initial capital outlay but can increase total long-term expenses.
Operating costs, such as energy consumption and maintenance, play a significant role in overall expenditure. Selecting equipment that balances performance and cost within the budget ensures sustainable operations. The table below shows typical budget ranges for different scales:
| Equipment Type | Typical Budget Range |
|---|---|
| Home Distillers | $500 – $3,000 |
| Commercial Distillers | $10,000 – $100,000+ |
Understanding the full cost structure helps distilleries make informed decisions. Factoring in acquisition, energy, and maintenance costs leads to better long-term value.
Operators choose between batch-based distillation systems and continuous distillation systems based on production needs. Batch distillation processes a fixed amount of material, then stops to collect the product. Continuous distillation systems run non-stop, feeding wash into the column and collecting ethanol without interruption. The table below shows key differences:
| Aspect | Batch Distillation | Continuous Distillation Systems |
|---|---|---|
| Process Type | Fixed batches | Constant feed |
| Operation | Stops after each batch | Uninterrupted |
| Equipment | Single column | Multiple columns |
| Feed Composition | Changes during run | Steady streams |
| Scale | Small quantities | Large-scale production |
| Efficiency | Lower for large volumes | High and consistent |
| Product Control | Manual cuts | Continuous separation |
| Complexity | Simple | Complex |
Continuous distillation systems use stripping and rectifying columns. Ethanol vapors rise, impurities fall, and high-purity ethanol is collected at the top. Operators remove feints and residue continuously, which improves efficiency and product quality.
Reflux ratio plays a major role in separation efficiency. Increasing the reflux ratio improves the purity of ethanol in the distillate. More liquid returns to the column, which increases vapor-liquid contact and tray performance. Lower reflux ratios reduce purity and separation efficiency. Operators balance reflux ratio to achieve the best separation without wasting energy. High reflux ratios maximize purity but increase heating and cooling costs. Most ethanol distillation process operations use partial reflux for efficiency and cost control. Tray design also affects separation, with frothy trays performing better.
Tip: Adjusting the reflux ratio helps operators control the number of stages needed and the composition of the final product.
Steam heating is the most common method in ethanol distillation. It provides uniform heat and prevents thermal breakdown, which improves separation efficiency. Direct and electric heating methods can cause temperature inconsistencies and energy loss. The heating rate matters: heating too quickly leads to poor separation, while slow heating increases energy use. Operators often use a rate of 2 to 5°C per minute for batch distillation. Advanced energy-saving techniques, such as recycling heated water and using overhead vapor, reduce energy consumption and utility costs. Reactive distillation further lowers thermal load and CO2 emissions. Maintaining the right heating rate and method ensures high product quality and efficient operation.
Note: Extending distillation time beyond optimal volume reduces ethanol purity and increases unwanted components.
Initial investment in ethanol distillation equipment depends on the type, capacity, and features. Professional systems often require a significant upfront cost. Buyers should consider not only the price of the still but also the cost of fermentation tanks, boilers, and maintenance contracts. Customization for specific spirits or automation can increase the price. Many producers choose between new, used, or refurbished systems to match their budget. The table below shows typical investment ranges:
| Expense Component | Estimated Cost | Notes |
|---|---|---|
| Distillation Equipment & Appliances | $250,000 – $600,000 | Includes stills, tanks, boilers, and maintenance contracts; varies by type and capacity |
Professional distillation systems usually cost between $100,000 and $400,000. Factors such as automation, energy efficiency, and safety features influence the final price.
Tip: Negotiating maintenance contracts during purchase can help optimize the initial investment.
Operating costs include energy, labor, solvent management, and routine maintenance. Energy use forms a large part of monthly expenses. Solvent changeover and loss also add to yearly costs. Labor costs vary by operation size and automation level. The table below outlines typical operating costs:
| Cost Component | Ethanol Distillation Cost (Approximate) |
|---|---|
| Monthly Energy Cost | $12,696.66 |
| Solvent Changeover Cost | $473,932 annually |
| Solvent Loss Cost | $236,966 annually |
| Labor | Variable |
| Maintenance | Ongoing |
Start-up consumables, utilities, and product testing also contribute to total costs. Efficient equipment can help reduce energy and solvent expenses.
Regular upkeep ensures equipment runs safely and efficiently. Operators should schedule routine inspections, clean tanks and pipes, and replace worn parts. Stainless steel equipment requires less frequent maintenance than other materials. Maintenance contracts often cover emergency repairs and annual servicing. Keeping detailed maintenance records helps prevent unexpected breakdowns. Well-maintained equipment lasts longer and produces higher-quality ethanol.
Note: Investing in quality equipment and consistent upkeep reduces downtime and lowers long-term costs.
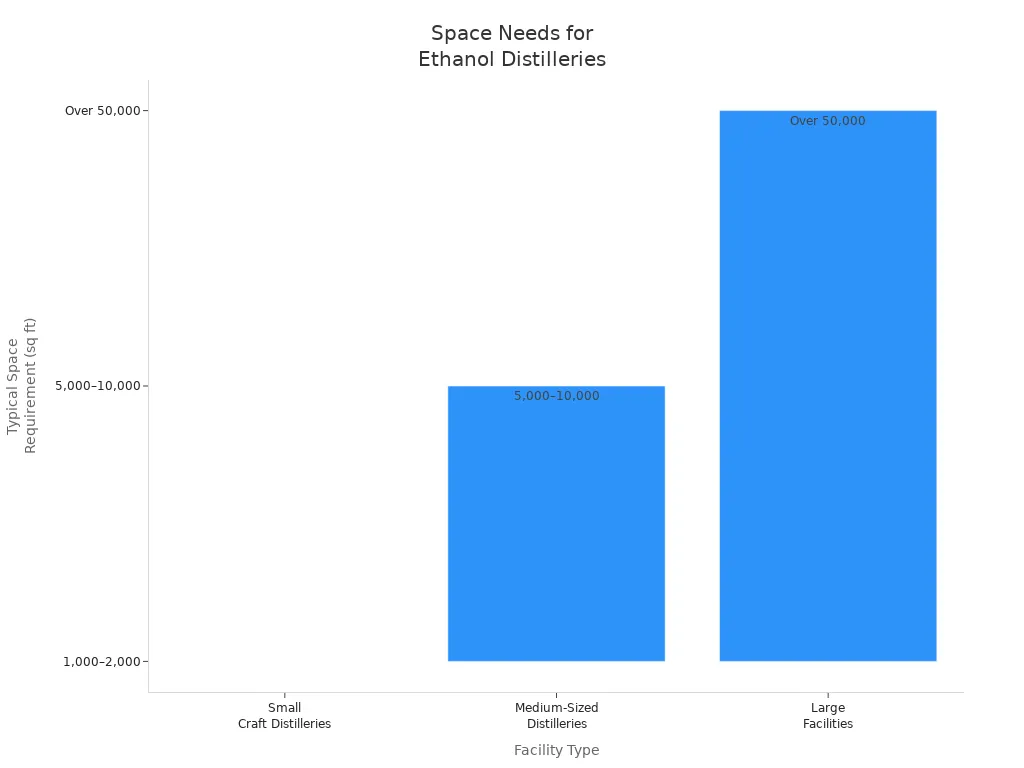
Space planning plays a key role in choosing ethanol distillation equipment. Each type of equipment requires a different footprint. Pot stills fit well in small spaces and suit craft distilleries. Column stills need more floor area and higher ceilings, sometimes over 30 feet, because of their vertical design. Small craft distilleries often operate in 1,000 to 2,000 square feet, while medium-sized facilities may need up to 10,000 square feet. Large-scale operations can require over 50,000 square feet, especially when including barrel aging and packaging lines. Auxiliary systems, such as boilers, cooling units, and storage tanks, also need extra space and careful layout planning.
| Equipment/Facility Type | Typical Space Requirement | Additional Notes |
|---|---|---|
| Pot Stills | Compact footprint | Suitable for smaller distilleries producing flavorful spirits |
| Column Stills | Larger floor space; ceiling height up to 30+ feet | Used for vodka/neutral spirits; vertical columns increase height |
| Small Craft Distilleries | 1,000–2,000 square feet | Modular designs maximize utility |
| Medium-Sized Distilleries | 5,000–10,000 square feet | Accommodates expanded production and storage |
| Large Facilities | Over 50,000 square feet | Includes large-scale equipment, barrel aging, packaging lines |
| Auxiliary Systems | Additional space required | Must be factored into overall layout planning |
Tip: Planning for auxiliary systems and future expansion helps prevent costly facility changes later.
Scaling up ethanol distillation operations involves more than adding equipment. Feedstock availability and reliability must match increased production. Co-location with sugar factories can improve efficiency by sharing steam and power. Reliable distribution infrastructure, such as storage tanks and tanker trucks, supports larger output. Safety regulations require clear separation between fuel and beverage ethanol, including proper denaturing.
Key factors for successful expansion include:
A multi-tube falling-film distillation column can improve thermal efficiency and reduce energy use during startup. This technology supports scalable, efficient industrial ethanol production. Facility location near raw materials and transportation links also allows for easier expansion as demand grows.
Note: Planning for scalability from the start ensures smooth growth and long-term success.

Manual control systems in ethanol distillation rely on skilled workers. Operators watch the process closely, using their experience to judge when to make changes. They often look at bubble size or foam to decide when to collect ethanol. Mechanical regulators help, but workers must adjust settings by hand. This approach requires constant attention and training. Manual systems can be labor-intensive and may lead to inconsistent results.
Automated systems use sensors and control algorithms to manage the process. These systems measure temperature, ethanol content, and flow rates in real time. Electromagnetic valves and computer controls handle tasks like liquor picking and distillation steps automatically. Automation reduces the need for manual labor and lowers the chance of human error. Operators can monitor and control the process remotely, even managing several boilers at once. Automated systems improve production stability and product consistency.
Tip: Automation not only saves time but also helps maintain steady quality, making it easier to scale up operations.
Modern ethanol distillation equipment uses advanced monitoring technologies. Sensors track key parameters such as temperature and ethanol concentration with high accuracy. Automated grain handling systems keep recipes consistent, reducing mistakes caused by human error. Real-time monitoring allows operators to see data instantly and make quick decisions.
Remote monitoring tools let operators check equipment from anywhere. These systems can alert staff to problems before they become serious. Machine learning and deep learning tools help detect and diagnose faults early. This technology improves safety by identifying risks and preventing accidents. Automated monitoring also helps save resources by optimizing water and electricity use.
Monitoring systems ensure every batch meets quality standards and keeps the distillation process safe and efficient.
Ethanol distillation equipment varies in energy efficiency. New technologies help producers save energy and lower costs. Recent tests show that advanced systems can reduce energy use by up to 75%. Multi-effect distillation and direct gasohol production cut energy consumption by as much as 68%. These improvements make ethanol production more sustainable and affordable.
Producers use extractive distillation with deep eutectic solvents to recover ethanol at room temperature. This method uses less energy because the solvents have large boiling point differences and low solvent-to-feedstock ratios. Heat recovery from solvent recycling also boosts efficiency. Molecular sieves combined with distillation remove water with less energy. Pressure-swing distillation works in theory but needs more energy and money, so it is less common.
Tip: Choosing equipment with integrated distillation-membrane or adsorption processes helps minimize energy use and operational costs.
| Technology Type | Energy Savings (%) | Key Benefit |
|---|---|---|
| Multi-effect distillation | Up to 68 | Lower steam consumption |
| Advanced distillation systems | Up to 75 | Reduced overall energy use |
| Extractive distillation | High | Efficient at room temperature |
Waste management plays a key role in sustainable ethanol production. Facilities that recover solvents use energy-efficient systems to reduce volatile organic compound (VOC) emissions. They keep operations transparent by returning waste manifests and testing regularly. Many plants follow a zero-waste principle, repurposing all byproducts like distillation bottoms and wastewater. This prevents landfill disposal and supports environmental goals.
Solar ethanol distillation equipment recycles leftover ethanol solutions at different stages. Recycling waste from early stages back into the process reduces feedstock use by up to 92%. Ethanol concentration in the final product increases, and waste generation drops. Using solar energy as a heat source lowers fossil fuel use and production costs.
Note: Selecting equipment that supports recycling and zero-waste practices helps producers meet sustainability targets and reduce environmental impact.
Ethanol distillation equipment must meet strict safety and compliance standards. These standards protect workers, facilities, and the environment. Key regulations and guidelines include:
Tip: Always check for third-party certification labels on distillation equipment. These labels show the equipment meets safety and performance standards.
Legal requirements for ethanol distillation equipment focus on safety, labeling, and documentation. Owners and operators must:
Proper signage, emergency plans, and the removal of ignition sources are mandatory. Safety rules address ethanol’s flammability and toxicity. Operators must train staff on emergency procedures and safe handling. Regular inspections and documentation help maintain compliance and avoid penalties.
Note: Meeting all legal and safety requirements protects both people and investments in ethanol distillation operations.
COFF offers a wide selection of ethanol distillation equipment. The company designs and manufactures systems for craft, industrial, and specialty applications. Customers can choose from pot stills, column stills, hybrid systems, wiped film, short path, vacuum, and steam distillation units. Each product uses high-grade stainless steel for durability and easy cleaning. COFF’s engineering team develops custom solutions to match specific production goals. The company’s focus on customer-oriented research and development ensures every system meets the needs of modern distilleries.
COFF’s product range supports both small-scale craft producers and large industrial facilities.
COFF demonstrates commitment to quality and safety through recognized certifications. The company holds ASME weld certificates and product certifications, including ASME and AS1210. These credentials show compliance with international manufacturing standards. COFF’s skilled engineers have over 15 years of experience in the industry. The company operates one of the largest professional workshops in China’s brewing equipment sector. Customers receive equipment that meets strict safety and performance requirements.
| Certification | Description | Benefit to Customer |
|---|---|---|
| ASME Weld | International welding standard | Reliable, safe equipment |
| ASME Product | Global manufacturing compliance | Consistent quality |
| AS1210 | Australian pressure vessel standard | Meets safety regulations |
COFF supports customers worldwide with reliable service and technical expertise. The company serves clients in the U.S., Canada, the UK, New Zealand, Australia, Japan, Russia, and other Eurasian regions. COFF builds long-term partnerships, with most customers returning for future projects. The company’s business philosophy centers on technological innovation and strong brand influence. COFF’s team provides technical support, training, and after-sales service to ensure smooth operation. Customers benefit from a responsive service network and ongoing cooperation.
COFF’s reputation for excellence and innovation makes it a trusted choice for ethanol distillation equipment.
For expert advice and custom solutions, readers can contact COFF. Investing in high-quality equipment leads to lasting success.
Pot stills suit small batches. They allow operators to control flavor and quality. These systems fit craft distilleries and research labs.
Stainless steel resists corrosion. It keeps equipment clean and safe. Operators find it easy to maintain and durable for long-term use.
Most modern systems process grains, fruits, and plant extracts. Operators select equipment based on the material’s acidity and desired purity.
Safety features include pressure relief valves, temperature controls, and certified welds. These protect workers and ensure reliable operation.
Some wiped film and short path distillation systems help refine cbd oil. These units separate ethanol from extracts and improve purity.